
The chemical processing industry is unique in that its broad range of processes plays a role in nearly every other industry. From pharmaceuticals and medical devices to transportation and agriculture, just about every industry contains an application requiring a chemical component.
The effects of chemical innovation are twofold; the physical processes of chemistry touch the vast majority of consumer product manufacture and packaging – 96% as reported by PwC in 2014. On a larger scale, new chemical breakthroughs can give entire applications and production processes a competitive advantage by helping them become more productive, profitable, and sustainable over time. The latter carries downstream effects for a number of industries that rely on these developments in order to make advancements of their own.
Specialty chemical formulas have been at the forefront of the latest printed circuit board (PCB) technology. From circuitry-specific cleaning products to exterior platings and finishes, chemical specialists have created a variety of precise, cost-effective solutions for any application. The most advanced PCB parts now use formulas tailored to their exact specifications in order to power devices in some of the harshest, most rigorous environments.
Complementary to the innovations that advanced chemistry has provided to PCB design, printed circuit board innovation has likewise pushed the envelope in terms of size, performance, and power for chemical manufacturers. The miniaturization of PCB assemblies – shrinking packages to sizes as small as 0201 and 01005 – has allowed powerful chemical equipment to slim down and change form over time.
Anyone who has ever used a laptop or monitor has benefitted from chemical innovation at work with liquid crystal displays (LCDs). Emitting no light of their own, liquid crystals shift around when activated by electrical currents to block external backlights and create images for the viewer. LCD display panels are mounted to PCBs, providing processing systems and visual components. As processors continue reducing in size and thickness, so too can their coordinating LCD displays.
 Standout Technology – Adafruit Graphic KS0108 LCD: New York City-based learning electronics company Adafruit has designed a series of mountable miniature LCD display breakouts for engineering projects. Featuring a beautiful white back-lit LCD panel, the KS0108 is powered by a 5 Volt 93mm x 70mm PCB.
Standout Technology – Adafruit Graphic KS0108 LCD: New York City-based learning electronics company Adafruit has designed a series of mountable miniature LCD display breakouts for engineering projects. Featuring a beautiful white back-lit LCD panel, the KS0108 is powered by a 5 Volt 93mm x 70mm PCB.
PCB and chemical innovation are similarly transforming the sustainable energy sector. Solar panels rely on an array of electrical devices called solar cells to perform physical and chemical conversions of light into electricity. While bigger modules have the capacity to power homes and industrial plants, miniature PCBs have enabled the creation of small, portable solar panels for consumer applications such as personal device charging, water heating, and Wi-Fi extension.
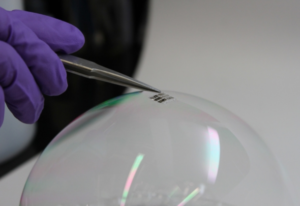 Standout Technology – Super-Thin Solar Cells: The Massachusetts Institute of Technology (MIT) has created the lightest and thinnest solar cells in existence. At just two micrometers thick, these photovoltaic cells – assembled in a vacuum chamber – can be placed on top of a soap bubble without popping it. Though still in the proof-of-concept phase, this technology has demonstrated the highest power-to-weight ratio to date, opening the door for continued innovation in solar panel applications.
Standout Technology – Super-Thin Solar Cells: The Massachusetts Institute of Technology (MIT) has created the lightest and thinnest solar cells in existence. At just two micrometers thick, these photovoltaic cells – assembled in a vacuum chamber – can be placed on top of a soap bubble without popping it. Though still in the proof-of-concept phase, this technology has demonstrated the highest power-to-weight ratio to date, opening the door for continued innovation in solar panel applications.
PCB innovation directly supports chemical companies, and indirectly triggers downstream effects for manufacturers and OEMs, suppliers and consumer end users across virtually every sector. As each new generation of devices has gotten smaller, thinner, and more lightweight, PCB manufacturers and OEMs have been able to reduce the amount of material and chemical waste they produce in their manufacturing and packaging operations, improving their environmental sustainability.
Personnel employed by contract manufacturers must be trained on the latest safety and environmental regulations and equipped with the right tools to optimize production accuracy given the precise nature of chemical applications. Contract manufacturers must also possess specialized equipment for assembling and testing miniaturized PCB components in order to support OEMs in the chemical sector in realizing the competitive advantages that come with miniaturization.
